 汇聚全球材料牌号的数据库-钢铁之家
汇聚全球材料牌号的数据库
汇聚全球材料牌号的数据库-钢铁之家
汇聚全球材料牌号的数据库
一种热作模具钢材料及其制备方法与流程
2023-05-20 09:46:32
来源:admin
阅读量:0
1.本发明实施例涉及钢材加工领域,具体涉及一种热作模具钢材料及其制备方法。
背景技术:
2.热作模具钢是指适宜于制作对金属进行热变形加工的模具用的合金工具钢,如热锻模、热挤压模、压铸模、热镦模等,由于热作模具长时间处于高温高压条件下工作,因此,要求模具材料具有高的强度、硬度及热稳定性,特别是应有高热强性、热疲劳性、韧性和耐磨性。
3.但是,现有的热作模具钢材料在使用时,当其使用温度超过600℃后,其硬度会大幅降低,影响热作模具钢的使用效果。
技术实现要素:
4.为此,本发明实施例提供一种热作模具钢材料及其制备方法,本发明通过碳、铬、钒、钨、钼、铜、锰、镍、硅以及铁制备热作模具钢,使热作模具钢的硬度更高,同时在高温下其硬度下降的速率更低,以解决现有技术中高温下热作模具钢硬度大幅下降的问题。
5.为了实现上述目的,本发明实施例提供如下技术方案:一种热作模具钢材料,其中所使用的原料(按重量百分比计)包括碳0.4wt%
‑
0.7wt%、铬1.1wt%
‑
3.5wt%、钒0.2wt%
‑
1.5wt%、钨0.3wt%
‑
0.8wt%、钼0.7wt%
‑
1.2wt%、铜0.7wt%
‑
2.1wt%、锰2.3wt%
‑
5.5wt%、镍0.7wt%
‑
1.1wt%、硅0.3wt%
‑
0.5wt%、余量为铁。
6.一种热作模具钢材料的制备方法,具体制备步骤为:
7.步骤1、初炼:按照原料配比将铁和碳放入中频感应炉中进行熔炼,获取基底钢液,然后将基底钢液转入真空精炼炉中进行真空精炼,制备精炼钢液;
8.步骤2、混炼:将精炼钢液转入中频感应炉中,然后按照原料配比依次向中频感应炉中加入铬、钒、钨、钼、铜、锰、镍、硅,熔炼并搅拌混合,制备混合钢液a;
9.步骤3、成分调整:取样混合钢液,分析混合钢液的成分比并与原料比进行对比,补充缺失,对混合钢液的成分进行调整,然后搅拌混合均匀,制备混合钢液b;
10.步骤4、铸造:将混合钢液b注入预热后铸造模型中,保温3h,然后在空气中冷却至常温,随后脱模,制备模具钢锭;
11.步骤5、均匀化:将模具钢锭加热至850
‑
1100℃,然后并保温4
‑
6h,对模具钢锭进行均匀化处理,使模具钢锭内部成分均匀化,然后随炉冷却至250
‑
290℃,最后室温冷却至常温;
12.步骤6、配置淬火液:将水和聚丙烯酸钠以8:1的质量比混合均匀,制备淬火液a,将水和氯化钠以7:2的质量比混合均匀,制备淬火液b,然后将淬火液a和淬火液b以3:2的质量比混合均匀,制备混合淬火液;
13.步骤7、热处理:将模具钢锭加热至奥氏体化温度范围,然后保温5h,然后将模具钢锭置入混合淬火液中进行淬火处理。
14.优选的,所述步骤1中,中频感应炉中的熔炼温度设置为1200℃,所述真空精炼炉的精炼温度设置为1400℃。
15.优选的,所述步骤2中,首先将中频感应炉加热至1300℃,向精炼钢液中加入铬、钒、钨熔炼并搅拌混合均匀,然后升温至1450℃,并向精炼钢液中加入钼、铜并搅拌混合均匀,然后保温30min,随后降温至1380℃,并向精炼钢液中加入锰、镍、硅并搅拌均匀,然后保温1.5h,制成混合钢液a。
16.优选的,所述步骤3中,成分调整时,维持混合钢液温度在1330℃,持续时间设置为2h。
17.优选的,所述步骤5中,首先以250℃/h的升温速度将模具钢锭升温至600℃,然后以200℃/h的升温速度将模具钢锭升温至850
‑
1100℃。
18.优选的,所述步骤6中,还可以通过水和氯化钙的混合物或者水、氯化钙和氯化钠的混合物制备淬火液b,所述水和氯化钙的质量比为7:2,所述水、氯化钙和氯化钠的质量比为7:1:1。
19.优选的,所述步骤7中,首先将模具钢锭置入混合淬火液中,维持混合淬火液的温度在60摄氏度以下,模具钢锭温度降低至500℃左右时,取出模具钢锭空冷至400℃左右,再次将模具钢锭置入混合淬火液中,待模具钢锭温度减低至250℃,再次取出模具钢锭空冷至180℃,最后将模具钢锭置入混合淬火液中冷却至常温,然后将模具钢锭置入清水中清洗,最后将取出模具钢锭,将清洗液倒入混合淬火液中,对混合淬火液进行补充。
20.本发明实施例具有如下优点:
21.1、本发明通过碳、铬、钒、钨、钼、铜、锰、镍、硅以及铁制备热作模具钢,通过混合熔炼,制备模具钢锭,然后进行两次升温,结束后保温,进行均匀化处理,然后通过混合淬火液对模具钢锭进行多次降温淬火,使热作模具钢的硬度更高,同时在高温下其硬度下降的速率更低;
22.2、通过聚丙烯酸钠、氯化钙、氯化钠和水制备混合淬火液,对热作模具钢进行淬火,使热作模具钢拥有更高的硬度,同时混合淬火液中的原料损耗低,使混合淬火液的利用率更高,减小淬火成本。
具体实施方式
23.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例1
25.一种热作模具钢材料,其中所使用的原料(按重量百分比计)包括碳0.4wt%、铬1.1wt%、钒0.2wt%、钨0.3wt%、钼0.7wt%、铜0.7wt%、锰2.3wt%、镍0.7wt%、硅0.3wt%、铁93.3wt%。
26.一种热作模具钢材料的制备方法,具体制备步骤为:
27.步骤1、初炼:按照原料配比将铁和碳放入中频感应炉中进行熔炼,获取基底钢液,然后将基底钢液转入真空精炼炉中进行真空精炼,制备精炼钢液;
28.步骤2、混炼:将精炼钢液转入中频感应炉中,然后按照原料配比依次向中频感应炉中加入铬、钒、钨、钼、铜、锰、镍、硅,熔炼并搅拌混合,制备混合钢液a;
29.步骤3、成分调整:取样混合钢液,分析混合钢液的成分比并与原料比进行对比,补充缺失,对混合钢液的成分进行调整,然后搅拌混合均匀,制备混合钢液b;
30.步骤4、铸造:将混合钢液b注入预热后铸造模型中,保温3h,然后在空气中冷却至常温,随后脱模,制备模具钢锭;
31.步骤5、均匀化:将模具钢锭加热至850℃,然后并保温4h,对模具钢锭进行均匀化处理,使模具钢锭内部成分均匀化,然后随炉冷却至250℃,最后室温冷却至常温;
32.步骤6、配置淬火液:将水和聚丙烯酸钠以8:1的质量比混合均匀,制备淬火液a,将水和氯化钠以7:2的质量比混合均匀,制备淬火液b,然后将淬火液a和淬火液b以3:2的质量比混合均匀,制备混合淬火液;
33.步骤7、热处理:将模具钢锭加热至奥氏体化温度范围,然后保温5h,然后将模具钢锭置入混合淬火液中进行淬火处理。
34.进一步的,在上述技术方案中,所述步骤1中,中频感应炉中的熔炼温度设置为1200℃,所述真空精炼炉的精炼温度设置为1400℃。
35.进一步的,在上述技术方案中,所述步骤2中,首先将中频感应炉加热至1300℃,向精炼钢液中加入铬、钒、钨熔炼并搅拌混合均匀,然后升温至1450℃,并向精炼钢液中加入钼、铜并搅拌混合均匀,然后保温30min,随后降温至1380℃,并向精炼钢液中加入锰、镍、硅并搅拌均匀,然后保温1.5h,制成混合钢液a。
36.进一步的,在上述技术方案中,所述步骤3中,成分调整时,维持混合钢液温度在1330℃,持续时间设置为2h。
37.进一步的,在上述技术方案中,所述步骤5中,首先以250℃/h的升温速度将模具钢锭升温至600℃,然后以200℃/h的升温速度将模具钢锭升温至850℃。
38.进一步的,在上述技术方案中,所述步骤7中,首先将模具钢锭置入混合淬火液中,维持混合淬火液的温度在60摄氏度以下,模具钢锭温度降低至500℃左右时,取出模具钢锭空冷至400℃左右,再次将模具钢锭置入混合淬火液中,待模具钢锭温度减低至250℃,再次取出模具钢锭空冷至180℃,最后将模具钢锭置入混合淬火液中冷却至常温,然后将模具钢锭置入清水中清洗,最后将取出模具钢锭,将清洗液倒入混合淬火液中,对混合淬火液进行补充。
39.实施例2
40.一种热作模具钢材料,其中所使用的原料(按重量百分比计)包括碳0.6wt%、铬2.3wt%、钒0.8wt%、钨0.5wt%、钼0.9wt%、铜1.3wt%、锰4.4wt%、镍0.9wt%、硅0.4wt%、铁87.9wt%。
41.一种热作模具钢材料的制备方法,具体制备步骤为:
42.步骤1、初炼:按照原料配比将铁和碳放入中频感应炉中进行熔炼,获取基底钢液,然后将基底钢液转入真空精炼炉中进行真空精炼,制备精炼钢液;
43.步骤2、混炼:将精炼钢液转入中频感应炉中,然后按照原料配比依次向中频感应炉中加入铬、钒、钨、钼、铜、锰、镍、硅,熔炼并搅拌混合,制备混合钢液a;
44.步骤3、成分调整:取样混合钢液,分析混合钢液的成分比并与原料比进行对比,补
充缺失,对混合钢液的成分进行调整,然后搅拌混合均匀,制备混合钢液b;
45.步骤4、铸造:将混合钢液b注入预热后铸造模型中,保温3h,然后在空气中冷却至常温,随后脱模,制备模具钢锭;
46.步骤5、均匀化:将模具钢锭加热至850℃,然后并保温4h,对模具钢锭进行均匀化处理,使模具钢锭内部成分均匀化,然后随炉冷却至250℃,最后室温冷却至常温;
47.步骤6、配置淬火液:将水和聚丙烯酸钠以8:1的质量比混合均匀,制备淬火液a,将水和氯化钠以7:2的质量比混合均匀,制备淬火液b,然后将淬火液a和淬火液b以3:2的质量比混合均匀,制备混合淬火液;
48.步骤7、热处理:将模具钢锭加热至奥氏体化温度范围,然后保温5h,然后将模具钢锭置入混合淬火液中进行淬火处理。
49.进一步的,在上述技术方案中,所述步骤1中,中频感应炉中的熔炼温度设置为1200℃,所述真空精炼炉的精炼温度设置为1400℃。
50.进一步的,在上述技术方案中,所述步骤2中,首先将中频感应炉加热至1300℃,向精炼钢液中加入铬、钒、钨熔炼并搅拌混合均匀,然后升温至1450℃,并向精炼钢液中加入钼、铜并搅拌混合均匀,然后保温30min,随后降温至1380℃,并向精炼钢液中加入锰、镍、硅并搅拌均匀,然后保温1.5h,制成混合钢液a。
51.进一步的,在上述技术方案中,所述步骤3中,成分调整时,维持混合钢液温度在1330℃,持续时间设置为2h。
52.进一步的,在上述技术方案中,所述步骤5中,首先以250℃/h的升温速度将模具钢锭升温至600℃,然后以200℃/h的升温速度将模具钢锭升温至850℃。
53.进一步的,在上述技术方案中,所述步骤7中,首先将模具钢锭置入混合淬火液中,维持混合淬火液的温度在60摄氏度以下,模具钢锭温度降低至500℃左右时,取出模具钢锭空冷至400℃左右,再次将模具钢锭置入混合淬火液中,待模具钢锭温度减低至250℃,再次取出模具钢锭空冷至180℃,最后将模具钢锭置入混合淬火液中冷却至常温,然后将模具钢锭置入清水中清洗,最后将取出模具钢锭,将清洗液倒入混合淬火液中,对混合淬火液进行补充。
54.实施例3
55.一种热作模具钢材料,其中所使用的原料(按重量百分比计)包括碳0.7wt%、铬3.5wt%、钒1.5wt%、钨0.8wt%、钼1.2wt%、铜2.1wt%、锰5.5wt%、镍1.1wt%、硅0.5wt%、铁83.1wt%。
56.一种热作模具钢材料的制备方法,具体制备步骤为:
57.步骤1、初炼:按照原料配比将铁和碳放入中频感应炉中进行熔炼,获取基底钢液,然后将基底钢液转入真空精炼炉中进行真空精炼,制备精炼钢液;
58.步骤2、混炼:将精炼钢液转入中频感应炉中,然后按照原料配比依次向中频感应炉中加入铬、钒、钨、钼、铜、锰、镍、硅,熔炼并搅拌混合,制备混合钢液a;
59.步骤3、成分调整:取样混合钢液,分析混合钢液的成分比并与原料比进行对比,补充缺失,对混合钢液的成分进行调整,然后搅拌混合均匀,制备混合钢液b;
60.步骤4、铸造:将混合钢液b注入预热后铸造模型中,保温3h,然后在空气中冷却至常温,随后脱模,制备模具钢锭;
61.步骤5、均匀化:将模具钢锭加热至850℃,然后并保温4h,对模具钢锭进行均匀化处理,使模具钢锭内部成分均匀化,然后随炉冷却至250℃,最后室温冷却至常温;
62.步骤6、配置淬火液:将水和聚丙烯酸钠以8:1的质量比混合均匀,制备淬火液a,将水和氯化钠以7:2的质量比混合均匀,制备淬火液b,然后将淬火液a和淬火液b以3:2的质量比混合均匀,制备混合淬火液;
63.步骤7、热处理:将模具钢锭加热至奥氏体化温度范围,然后保温5h,然后将模具钢锭置入混合淬火液中进行淬火处理。
64.进一步的,在上述技术方案中,所述步骤1中,中频感应炉中的熔炼温度设置为1200℃,所述真空精炼炉的精炼温度设置为1400℃。
65.进一步的,在上述技术方案中,所述步骤2中,首先将中频感应炉加热至1300℃,向精炼钢液中加入铬、钒、钨熔炼并搅拌混合均匀,然后升温至1450℃,并向精炼钢液中加入钼、铜并搅拌混合均匀,然后保温30min,随后降温至1380℃,并向精炼钢液中加入锰、镍、硅并搅拌均匀,然后保温1.5h,制成混合钢液a。
66.进一步的,在上述技术方案中,所述步骤3中,成分调整时,维持混合钢液温度在1330℃,持续时间设置为2h。
67.进一步的,在上述技术方案中,所述步骤5中,首先以250℃/h的升温速度将模具钢锭升温至600℃,然后以200℃/h的升温速度将模具钢锭升温至850℃。
68.进一步的,在上述技术方案中,所述步骤7中,首先将模具钢锭置入混合淬火液中,维持混合淬火液的温度在60摄氏度以下,模具钢锭温度降低至500℃左右时,取出模具钢锭空冷至400℃左右,再次将模具钢锭置入混合淬火液中,待模具钢锭温度减低至250℃,再次取出模具钢锭空冷至180℃,最后将模具钢锭置入混合淬火液中冷却至常温,然后将模具钢锭置入清水中清洗,最后将取出模具钢锭,将清洗液倒入混合淬火液中,对混合淬火液进行补充。
69.实施例4
70.与实施例2相同,不同的是步骤6中,将水和聚丙烯酸钠以8:1的质量比混合均匀,制备淬火液a,将水和氯化钙以7:2的质量比混合均匀,制备淬火液b,然后将淬火液a和淬火液b以3:2的质量比混合均匀,制备混合淬火液。
71.实施例5
72.与实施例2相同,不同的是步骤6中,将水和聚丙烯酸钠以8:1的质量比混合均匀,制备淬火液a,将水、氯化钙和氯化钠以7:1:1的质量比混合均匀,制备淬火液b,然后将淬火液a和淬火液b以3:2的质量比混合均匀,制备混合淬火液。
73.实施例5
‑
10
74.与实施例1
‑
5相同,不同的是步骤5中,将模具钢锭加热至1100℃,然后并保温6h,对模具钢锭进行均匀化处理,使模具钢锭内部成分均匀化,然后随炉冷却至290℃,最后室温冷却至常温。
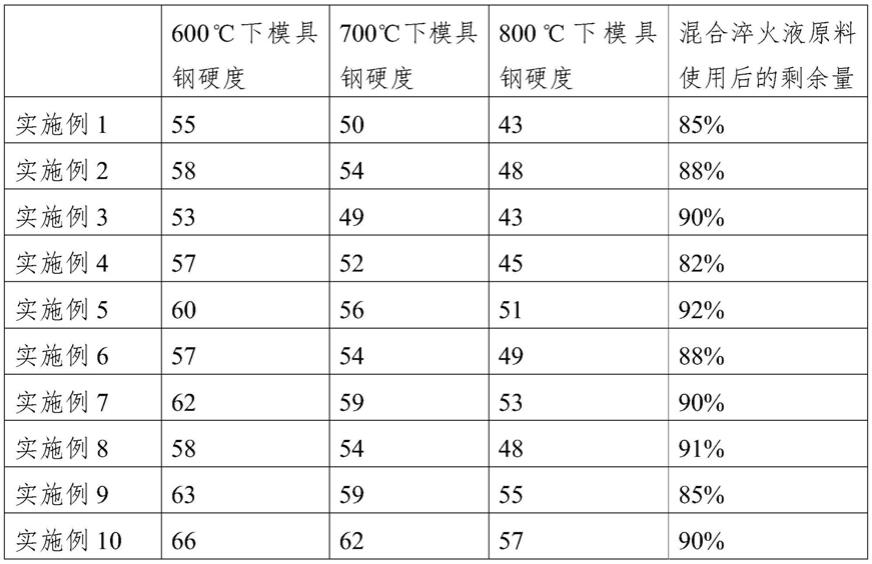
75.分别取上述实施例1
‑
10所制得模具钢锭,逐渐加温到600℃、700℃和800℃,统计其硬度,同时统计混合淬火液中的原料损耗,得到以下数据:
[0076][0077]
由上表可知,实施例10中原料配合比例适中,模具钢在升温到600℃硬度依旧高达66,随着温度的升高,其硬度的下降较低,同时混合淬火液在使用后其内部原料依旧高达96%,混合淬火液的损耗较少,混合淬火液利用率更高。
[0078]
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。